Blog HARTSTARK Conheça os parâmetros para junção de partes de aço e Metal Duro!

Como bem sabemos, o Metal Duro é um material extremamente versátil, pode ser utilizado de diferentes formas e, é claro, com junção de outros materiais. Um desses materiais é o aço, que é recorrentemente utilizado em diversas indústrias. Porém, para realizar uma junção do aço com o Metal Duro de forma correta, é necessário ficar atento a certos parâmetros que vão auxiliá-lo a realizar o trabalho com perfeição.
Sendo assim, prossiga com a leitura e saiba mais sobre quais são esses parâmetros!
Inserção de Metal Duro por interferência à quente
A inserção de moldes de metal duro redondos (carbeto de tungstênio + ligante) em partes de aço através de interferência e prensagem à quente ou à frio, é um método consagrado e muito utilizado nas ferramentarias. A alta resistência às forças de compressão apresentada pelo núcleo de metal duro faz dele elegível para suportar a tensão de compressão criada pela carcaça de aço. Já a resistência à tração dos aços é boa para aguentar a tensão radial que surge nesse processo de montagem.
Nesse método o núcleo de metal duro é feito com seu diâmetro externo ligeiramente maior do que o furo da parte de aço. Ao ser prensado para dentro da parte de aço a diferença entre essas dimensões produz uma força de fixação entre as duas partes.
A interferência necessária definida no projeto de uma ferramenta depende principalmente dos requisitos da aplicação. Por exemplo, em processos de forjamento à frio ou extrusão (como nos estágios intermediários da estampagem de parafusos) a máxima quantidade de interferência e tensão de compressão é requerida no núcleo de metal duro para suplantar as cargas reversas que ocorrem no núcleo sujeito aos impactos cíclicos e picos de tensão interna desse tipo de conformação. Por outro lado, uma interferência menor é mais indicada para projetos de moldes de metalurgia do pó.
A Equação de Lemé
As forças envolvidas dependem de qual é a diferença dimensional e dos materiais envolvidos. Quanto maior a interferência, maior a força de fixação. Além disso, os módulos de elasticidade e coeficientes de Poisson de ambos os materiais completam a equação de Lamé que nos ajuda a definir a interferência ou antever a pressão que surge nesse tipo de montagem.
δ– Intereferência entre diâmetros
P – Pressão entre os cilindros
Eaço –Mód. Elasticidade Aço
Emd – Mód. Elasticidade Metal Duro
μ aço –Coeficiente Poisson Aço
μ md – Coeficiente Poisson Metal Duro

Cilindros maciços de Metal Duro insertados
No caso de o anel de metal duro ser um cilindro maciço, ou seja, não ter furo, a interferência pode ser calculada considerando “a” igual a zero na fórmula.
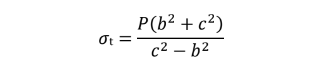
Tensões nas superfícies dos furos
Na Figura 1 acima a tensão tangencial na superfície interna da parte de aço por conta da interferência é determinada pela seguinte equação:
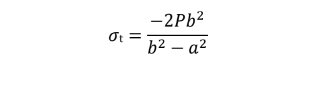
A tensão máxima de compressão no interior da matriz de metal duro por conta da interferência é igual a:
Tabelas práticas
As interferências listadas na tabela abaixo são referências baseadas na experiência prática. Dois níveis de interferência são mostrados nessa tabela, cada qual mais adequado a uma circunstância. O cálculo baseado na equação detalhada nos tópicos anteriores é mais indicado do que a utilização dos valores da tabela abaixo. Cálculos específicos devem ser feitos quando a ferramenta tiver alguma complexidade em seu projeto como, por exemplo, uma pressão interna muito alta no molde, cilindros de parede muito finas, uma geometria muito diferente ou uma temperatura de utilização alta.
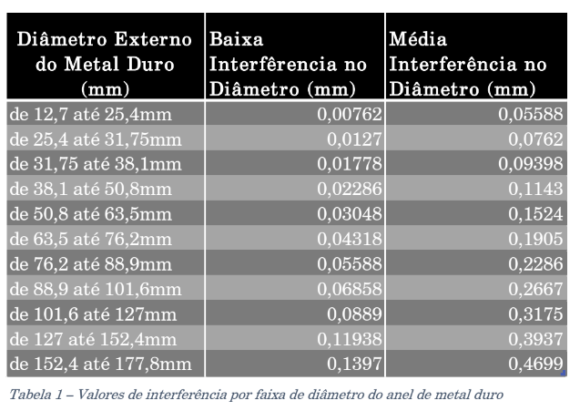
As interferências baixas na coluna do meio da Tabela 1 são referências para aplicações que envolvem torques baixos até médios e baixas pressões internas.
As interferências médias da coluna mais à direita da Tabela 1 devem ser usadas em aplicações onde o metal duro sofre significativa pressão interna durante a aplicação. A tensão de compressão que a matriz de metal duro está sujeita por conta da interferência (fora da aplicação a matriz já está pré-tensionada) tem que ser grande o suficiente para manter a matriz em compressão quando ela estiver “trabalhando”, impedindo que ela seja exposta a uma tensão de tração. Normalmente, o metal duro não suporta uma tensão de tração elevada.
Temperaturas para união por interferência à quente
A temperatura indicada para a montagem das uniões com as interferências listadas na Tabela 1 é de 232oC. Importante aquecer as duas partes, tanto o metal duro quanto o corpo de aço, juntas. A diferença entre o Coeficiente de Expansão Térmica dos dois materiais vai oferecer um período longo de acomodação para posicionar os dois componentes antes da união do conjunto. Quando se monta uma parte de aço aquecida sobre uma matriz de metal duro na temperatura ambiente, a parte de aço perde calor rapidamente, uma vez que o metal duro age como um ladrão de calor. Nesse cenário, a montagem se dará muito rápido.
Como mencionado, o melhor é tirar proveito do baixo coeficiente de expansão térmica do metal duro dimensionando a união para que ambas as partes sejam montadas aquecidas. Isso vai assegurar que haja tempo suficiente para que as partes se acomodem uma em relação à outra antes do fim da montagem.
Extraordinariamente, nas interferências maiores como as listadas na coluna mais à direita na Tabela 1 pode ser necessário se aquecer somente o corpo de aço para que a montagem seja possível, uma vez que a folga a ser atingida tem de ser relativamente grande entre os dois anéis.
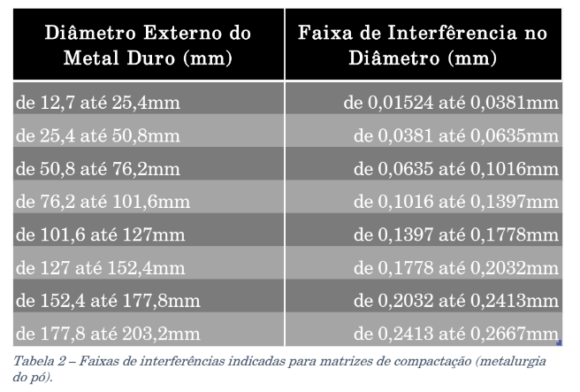
Interferência para matrizes de compactação (metalurgia do pó)
De forma geral, um cuidado especial tem de ser tomado para não impor interferências elevadas em matrizes de compactação que têm geometrias complexas ou onde os corpos externos de aço variam de macios (tratados termicamente) a duros (mais quebradiços). Máximas interferências com frequência partem as “carcaças” de aço duras. Por conta disso, na Tabela 2 há sugestões para variadas faixas de diâmetro da parte de metal duro que ficam respectivamente entre as baixas e as médias listadas na Tabela 1.
Geometrias ovais ou muito complexas
Para partes de metal duro a serem insertadas com formato oval ou com geometria muito complexa, indica-se contatar o fornecedor do material para ter acesso ao Coeficiente de Expansão Térmica da classe utilizada.
Considerações a respeito do aço escolhido
A temperatura atingida durante o processo de aquecimento pré-montagem não deve ser excessiva sob pena de afetar negativamente as propriedades do aço. Adicionalmente, outra consideração a
respeito do aço escolhido para envolver o metal duro é a de que ele deve ter um pré-tratamento térmico que irá reter certas propriedades do material, mesmo que uma inevitável espécie de têmpera ou alívio de tensão ocorra durante o processo de montagem por interferência.
Prensagem à quente
Prensagem à quente é uma combinação de união por interferência à quente com a prensagem do metal duro sobre o aço. A parte de aço nesse caso é aquecida só moderadamente e o metal duro é prensado para ser inserido. Nesse caso, as propriedades do aço (dureza) praticamente se mantém. Normalmente essa é a justificativa para somente usar a prensagem a quente ao invés da união por interferência à quente, a qual permite melhor acomodação das tensões de montagem por conta do aquecimento de ambos os materiais.
Prensagem à frio
Aliás, se manter completamente as propriedades do corpo de aço for prioridade, a prensagem à frio pode ser considerada. Nesse caso, além do ótimo acabamento superficial das superfícies da junção (brunimento), a interferência entre o aço e o metal duro é fator decisivo. Não são válidos os valores apresentados nas tabelas acima para esse tipo de montagem.
A melhor qualidade possível de acabamento das superfícies de contato tem de ser usada nesses casos e a montagem tem de ser cônica, obrigatoriamente.
Fraturas por sobrecarga
Rupturas por sobrecarga podem ocorrer se as tensões originadas da montagem por interferência não compensarem/anularem as tensões que surgem na operação.
As rupturas podem ser por tensão excessiva gerada na montagem por interferência ou ainda por falta dessa tensão para compensar as forças de operação. Quando ocorrem, elas se diferenciam no formato da trinca gerada no objeto.
Escolha a Hartstark para soluções em Metal Duro!
A HARTSTARK é uma empresa brasileira especializada em soluções contra o desgaste, buscando aliar o que há de melhor no mundo em tecnologia de materiais e serviços de excelência. Temos entre nossos principais produtos ferramentas de conformação – punções e matrizes, partes em metal duro (carbeto de tungstênio e cobalto), peças em cerâmica (silício, alumina, etc.) e outros materiais compósitos.
ENTRE EM CONTATO hoje mesmo com nosso capacitado corpo técnico e descubra as vantagens de nossas combinações de materiais que, invariavelmente, melhoram a performance de equipamentos nas indústrias!